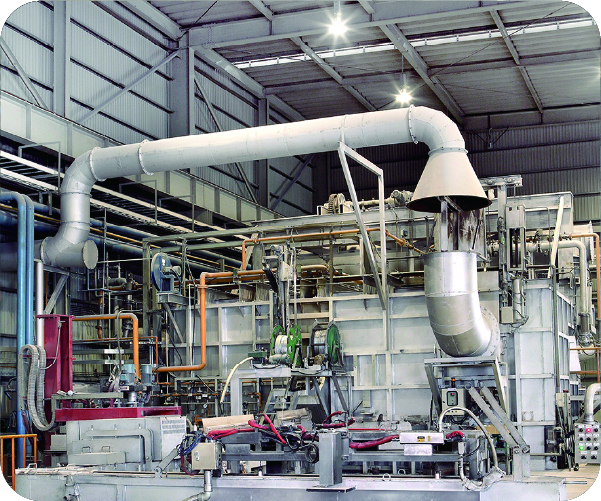

熔鑄
D.C. CASTER
採用天然氣為燃料,搭配蓄熱式燃燒機進行加熱溶解鋁錠和廢鋁料,溶解過程中依各合金成分需求,利用母合金添加劑調整元素比重,經過電磁攪拌、線上除氣、除渣、細化後,注入冷式鑄模中,藉由嚴格控制溫度、速度、水流等參數澆鑄成所需之鋁扁錠。
規格: ( 寬 * 長 )
1. 3呎(990*5000)
2. 4呎(1270*5000)
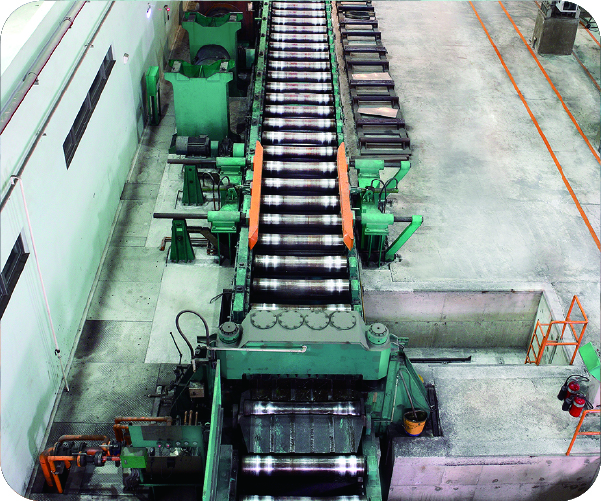




熱軋
HOT ROLLING MILL
將扁錠的雙面刨除,去除其表面的氧化層 ,利用加熱爐加熱扁錠,使其達到熱軋作業要求之溫度,再依靠四重式軋機進行多道次壓軋,生產出設定厚度的鋁卷。


冷軋
COLD ROLLING MILL
利用單向四重冷軋機,搭配自動片形控制AFC技術及自動厚度控制AGC技術,完成軋製各種規格之鋁卷。
厚度:0.10 mm(最小)


退火
ANNEALING
熱加工或冷加工過程中,材料產生加工硬化,使強度變大或導致加工困難的情形,為了消除這些加工硬化,於加工前、中或後段施行熱處理 (退火處理 ),達到消除或減輕加工硬化而可繼續進行加工作業之程序。
精 檢

張力整平
TENSION LEVELLER
將鋁卷進行裁邊、清洗以及利用張力拉扯以及整平輥對板面造成塑性變形的能力,使其擁有良好的平坦度。


分條
SLITTING LINE
將一卷材料切成較窄的捲或條的狀態,通過改變切割刀片的尺寸和數量,裁切出所需之產品寬度尺寸及卷數(俗稱刀數)。
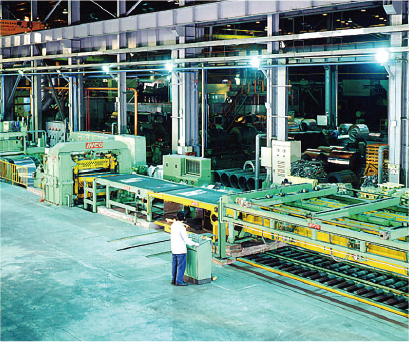
切片
CUT TO LENGTH
鋁卷板面經整平後,按客戶需求裁切出所需長度。裁切長度:600mm 至 4000mm。
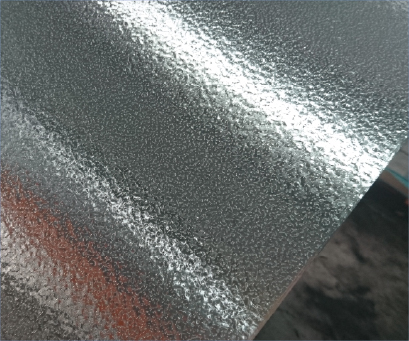

壓花
EMBOSSED
作業:將滾輪上的花紋藉由滾壓轉印至鋁板表面。
厚度:0.6 mm(最小)